弘元光能(无锡)有限公司为弘元绿能全资子公司,生产基地位于无锡江阴,打造集团旗下集科技研发和智能制造于一体的光伏产业下游基地。弘元光能专注新能源高效光伏组件研发、生产及销售,致力于为客户提供适用于多种场景的高效组件产品,目前已形成隐形产能26GW。
总投资
50亿元
年产
26GW
超高效光伏组件
占地
33万m²
江苏江阴、安徽滁州






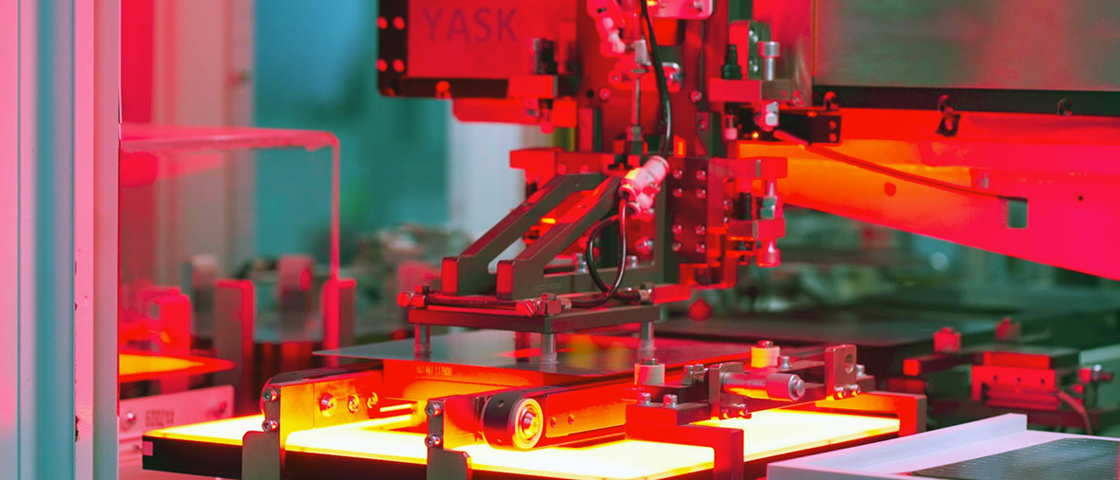
该步骤通过激光划片机产生的高能激光束照射在电池片表面,使被照射区域局部熔化、气化,从而达到将电池片“一划为二”的目的。弘元产线导入无损切割技术,切割后的电池片截面光滑无毛刺,无激光损伤,无热区影响,可显著提升组件产品的良率与质量,电池效率可较有损提升约0.1-0.3%。
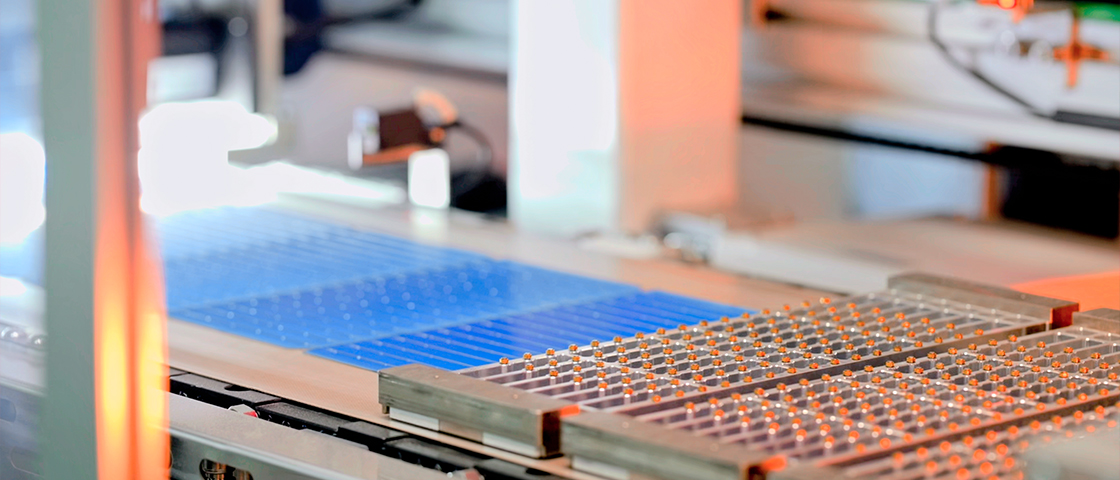
设备将焊带焊接到电池正面(正极)的主栅线上,焊带的长度大约为电池边长的两倍,因此在焊接完半片电池片的正面后,余出的长度可焊接下一块串联电池片的背面电极(负极),从而形成正负极的相连输出电流。弘元HT系列组件设计导入SMBB,降低串联电阻,提升电流收集能力,从而提升组件产品功率。
电池片完成串焊工序后,成串的电池片将经由智能排版机完成摆串排版工序。在该道工序之中,电池串按照正负极交替的方式排列在已经摆放好的玻璃及EPE胶膜之上。弘元组件采用先进的高密度封装技术,将电池片间距由传统的2.0mm降低至0.8mm,实现电池片的微距互联,从而提升组件有效发电面积,提升组件效率。

该工序采用全自动叠焊机将串焊完成的电池串与电池串相连,从而形成电路,使组件在安装完毕后可以顺利对外输出电力。弘元采用的叠焊设备性能优异,具有快节拍(≤13s )、纠偏范围广(±30mm,理片精度≤0.3mm)、切单时效快(30min-50min)、汇流条上料不停机以及虚焊检测功能等优势,保障汇流焊工序高效且高质完成。
EL全称为Electroluminescence,中文译为电致发光,亦叫做场致发光,其目的用于检测组件上电池片缺陷,以控制质量。弘元产线所采用的智能EL检测设备可同步对组件产品双面外观进行无死角检测,极大提升检测效率, 匹配AI功能实现全产品在线检测和智能判定,为弘元组件产品的高性能品质提供强有力的保障。

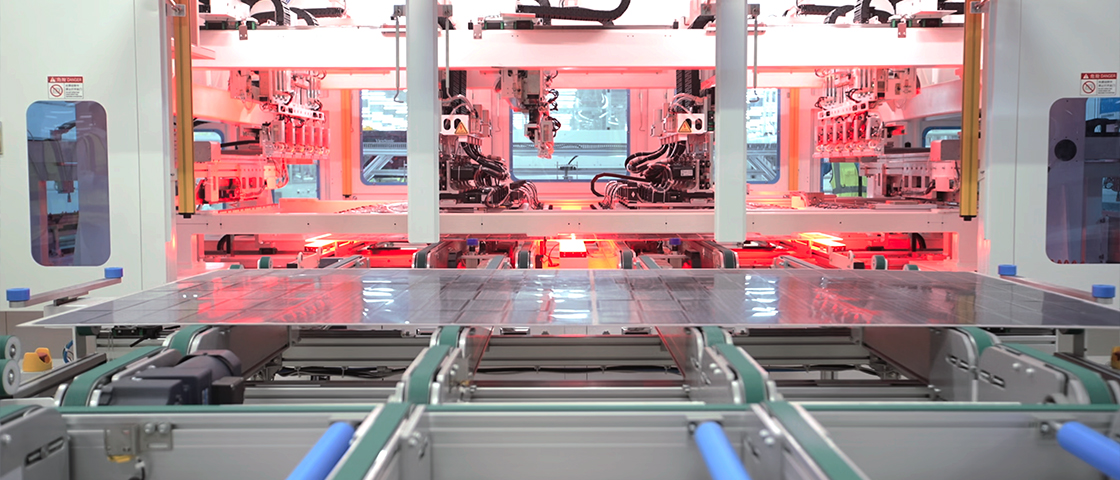
光伏组件层压工序是太阳能电池板制造中的关键环节,其核心原理是通过加热加压和抽真空的协同作用,使EVA/EPE胶膜熔化并交联,从而将组件各层材料(如钢化玻璃、太阳能电池片、背板)牢固黏结成一个密封的整体结构,保护内部电路户外30年的使用寿命;弘元产线所采用的层压设备可三腔联动,可大幅提高组件成品率和洁净度。

通过自动化设备将铝合金边框精准安装到层压后的组件上,以增强结构强度和密封性。其核心原理是利用气压动力和精密定位系统,实现边框的自动打胶、定位和固定,适用于多种型材和尺寸需求。

弘元产线所采用的自动焊接接线盒设备,可通过视觉系统快速定位到接线盒以及组件汇流条的位置,从而引导焊接头准确焊接,整个操作流程快速、高效。智能焊接设备在焊接完成后会同步对焊接外观进行检测,以确保焊接的品质、提升焊接合格率,从而为弘元组件产品可靠性和安全性增加了一份保障。
在IV测试中,需要模拟阳光照射的情况对组件进行相关性能数据的收集,为统一对比标准,行业设置标准测试条件(STC)如下:光谱AM1.5、光强1000W/㎡、室温25℃。弘元产线IV测试采用四线法进行测试, IV测试所得到的性能数据,也通常会展示在弘元组件规格书的背面,作为组件性能的重要描述。
COPYRIGHT © 弘元绿色能源股份有限公司 ALL RIGHTS RESERVED 苏ICP备05006512号 苏公网安备 32021102000184号